It was a long way to get here. In 2002 I bought 3 Fostex D582 2″ compression drivers on Ebay USA. Unfortunately it took 3 month to get them. During I was waiting to get them, I started to think about a way to build round Tractrix Horns. I searched the web but I only found two sources of such horns I liked: First was of course Dr. Bruce Edgar with this nice maple Horns, second was John L. Hasquin, who build them in a relatively simple DIY process from MDF. Since buying them from the Dr. was exceeding my budget and because I liked the way John build them, I decided to do something similar on my own. One more thing was the fact that I had the opportunity to buy another pair of Fostex 2″ drivers (FD200).
Inspired by both Dr. Edgar (the theory of horns) and John (make them from MDF, with detachable driver flange) I started thinking what to do. Finally I came to the conclusion that I would have to have some kind of machinery because I had the strange feeling that I will not only build a single pair of horns.
So I decided to turn them on a lathe. Unfortunately I had to build this lathe by myself because I do not have access to such a machine. At the end it turned out to be easier than I thought in the beginning: Most of the parts I needed to build my lathe have their origin on different scrap yards in my area. Only a few minor parts I had to buy or manufacture in a machine shop.
I decided to apply the same way to turn the inner shape of the horns as I did before with my small 1″ horns (see below). One mayor goal was to be able to manufacture a precise inner shape of the horn, exactly following the path of the Tractrix function calculated before.
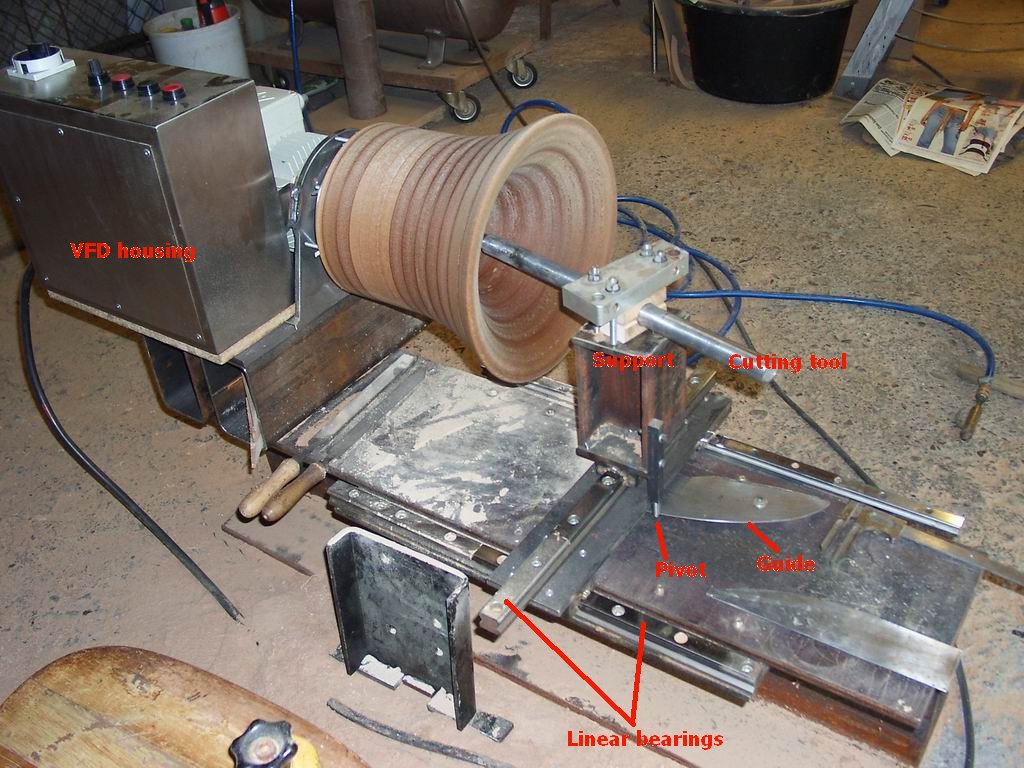
The speed of the lathe (1.5KW, 3-phase motor) is frequency inverter controlled with forward/reverse rotation direction control. The support for the cutoff tool runs on linear bearing. A pivot which is installed at the support limits the movement of the cutoff tool to the shape of the Tractrix (the guide is precisely cut in shape of the horn flare). I installed all that on a large steel I-beam to have a solid base.
With the aid of that guide/pivot combination (as you can see on the pictures), it’s an easy task to turn the inner of the horn. Precision is excellent (once the cutting tool, pivot and guide combination is aligned properly). The outside was cut ‘free hand’ but with the help of a second guide to control the shape.
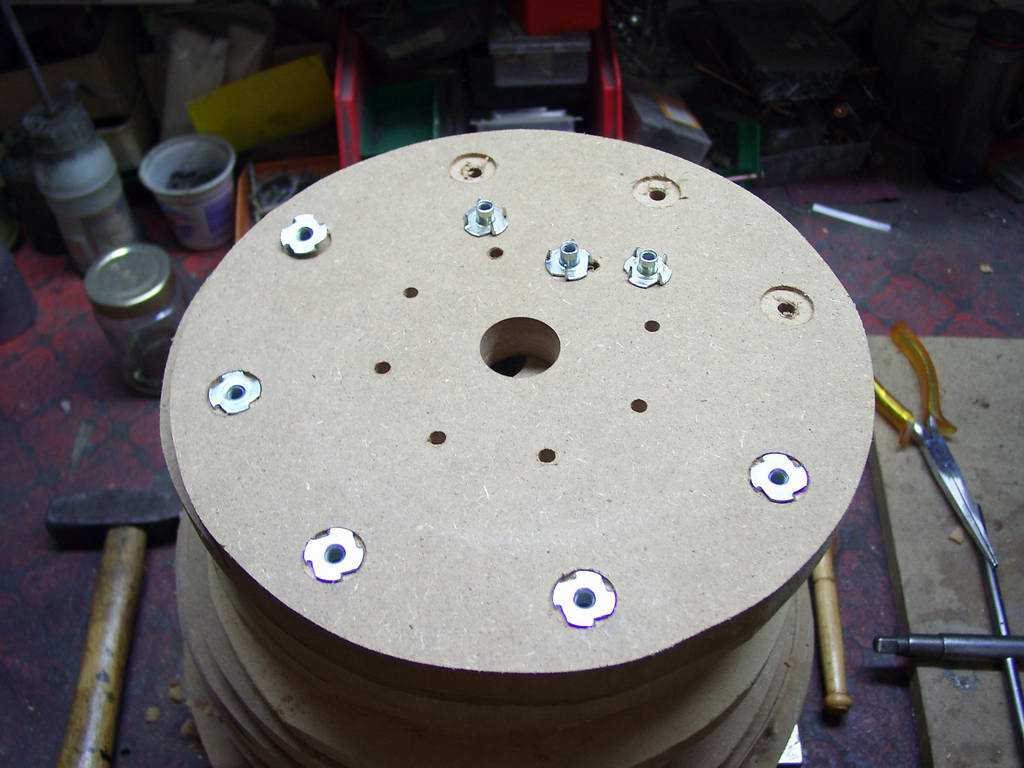
On the late you can see the 1st prototype. It’s a 320Hz Tractrix horn. The blank was glued together from scrap wood of earlier horn projects. First I cut the disks. In each of these disks I drilled a hole of 35mm dia into the centre. An axle of 35mm diameter was used to glue the disks together (stacked on the axle and pressed together with clamps).
The final horns will be from 38mm thick MDF sheets to have less work with cutting circular “disks” (which is really a pain ITA).
I just added the pics of one horn with the Fostex D582 2″ being attached. Next week I will glue the blanks for another two horns. I also have to run through some ‘try end error’ process in regards to the cutting tool of the lathe. Although it works ok, I will try to achieve higher cutting speed as well as smoother surface. Currently my self made cutting tool has a tip from hard metal (cement carbide) to ensure a long lifespan before sharpening is required. The drawback of this material is, that it’s not possible to grind it as sharp as carbon steel. That’s why I will try a different design for the cutting tool utilizing a carbon steel blade.


















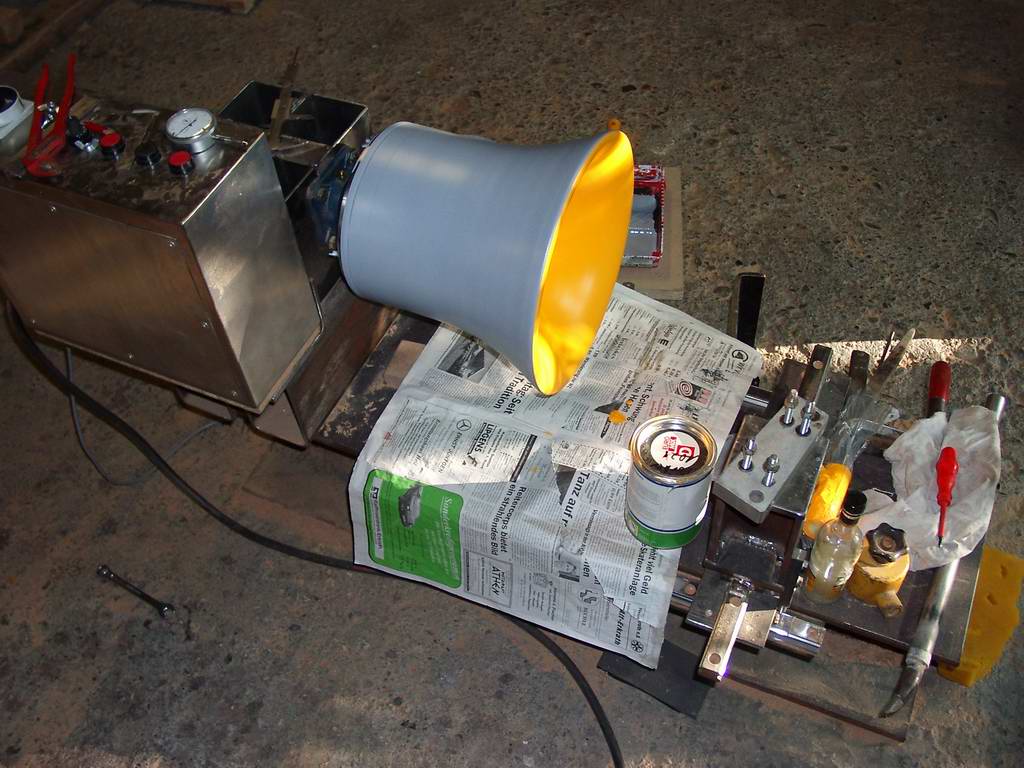


Painting the horns on the lathe is an easy task. I used a roll and acylic paint. If you do it like this, not even covering up with masking tape is required to get a precise transition from orange to grey.
Update 20. July ’03
Ok, since this week I got a pair of the round horns installed in my system. I attached the Fostex D582 drivers and just put a all new 6dB/oct. x-over together. X-over points are 650Hz and 10KHz. For the tweeter I used a 1uF cap only to couple it at 20K, bringing it down 6dB@10KHz without any L-pads. The x-over frequency for the midbass/midrange may be a bit high, but I hat a nice huge high quality choke lying around (may be I’ll try 500Hz later to see/hear the difference). Without any measuring I did the first listening tests during this weekend. Let me tell you: The amount of detail such compression driver is able to reproduce was sheer unbelievable for me. I never had the chance before to listen to a HiFi horn system utilizing 2″ compression drivers. Now I think there is no way back to cone or dome midrange drivers I used until now. The difference is just too large. I would descibe it as a more open and very neutral sound with a wide soundstage and lots of depth. No horn like coloration is audible.
Here is a first picture of what it looks like as well as a scetch and a picture of the preliminary (ugly) x-over: